Cañones fundidos en molde de silicona
Los cañones navales que se usaban eran de hierro o de bronce. En modelismo, se fabrican también en bronce
(torneado, no fundido) o en aleaciones de plomo y estaño colados. No se deben hacer en ninguno de
estos metales puros, pues se degradan y corroen con el tiempo hasta destruirse (peste del plomo, peste del estaño).
Mejor que la aleación de estaño-plomo, es la mezcla de estaño-plomo-antimonio o estaño-plomo-bismuto
—con trazas de otros metales— que se consigue en algunas barras de soldadura o tipos de imprenta. La ventaja de hacerlos
fundidos es que todo el esfuerzo estará enfocado en la construcción de un molde, el cual
servirá para colar muchas unidades. Obviamente, el molde debe ser cuidadosamente hecho, rectificado y pulido, para evitar que
sus imperfecciones se trasladen a las piezas fabricadas, aunque de todas formas siempre será necesario retirar rebabas y bruñir
las piezas fundidas.
![]() Se deben adoptar las medidas de protección recomendadas por
los fabricantes, sobre todo en lo que tiene que ver con evitar respirar los vapores tóxicos de los metales fundidos o el
contacto de la silicona con los ojos. Preferible, por seguridad, trabajar al aire libre.
Se deben adoptar las medidas de protección recomendadas por
los fabricantes, sobre todo en lo que tiene que ver con evitar respirar los vapores tóxicos de los metales fundidos o el
contacto de la silicona con los ojos. Preferible, por seguridad, trabajar al aire libre.
Herramientas
Crisol para fundición
Soplete u hornilla de gas
Las propias de carpintería
Elementos de protección (máscara,
gafas, guantes, etc.)
Recipientes plásticos desechables
Materiales
Caja para la fabricación del molde
Yeso de odontología, tipo 3
Caucho silicona RTV y su catalizador,
que resista 250°C
Plastilina
Alambre de 1 mm
Aleación plomo-estaño
Alambre de 2 mm
La pieza por reproducir —en este caso un cañón—, se fabrica lo más exacta posible al diseño que queremos: este modelo o prototipo fue torneado en aluminio, excepto el cascabel de la culata, que es un alfiler de cabeza redonda. Sobre la pieza se traza el eje longitudinal de la misma, marca que servirá de guía de nivelación ya que, cuando se vacíe la silicona, en ésta deberá quedar “en negativo” la mitad del modelo.

La caja en la que se fabricará el molde puede ser de cualquier material con cierta rigidez (madera,
cartón grueso, plástico, etc.). Yo la he hecho con sobrantes de aglomerado con acabado melamínico en sus
superficies, en forma de “U” y las tapas laterales removibles en acrílico transparente para poder observar
la nivelación de la pieza.
En los laterales hice dos perforaciones para pasar y tensar un hilo; calzar la caja de ser necesario, para que este hilo quede
nivelado (horizontal). Las tablitas que soportan el prototipo son de diferente altura, ya que éste es
tronco-cónico y su eje también debe quedar horizontal. El modelo debe quedar firme en sus soportes, utilizando pegante
de CA o cola blanca.

Colocadas las tapas laterales transparentes, se sostienen en su sitio con bandas de caucho. El modelo se “pinta” con
vaselina diluída en aguarrás o Varsol ®.
Se mezcla el yeso con suficiente agua para que quede fluído, se vierte en la caja hasta el nivel del hilo (que es el
mismo del eje del prototipo) y se deja fraguar.

Fraguado el yeso (10-20 minutos), se pegan unos pequeños conos de plastilina cerca de las esquinas, los cuales
servirán de marcas de registro para que posteriormente las dos mitades del molde cacen en la posición correcta.
Se hace el embudo de colado con la mitad de un tronco de cono de plastilina y un redondo de madera cortado en media caña
(reservar la otra mitad para completar el embudo en la segunda vaciada de la silicona).
El alambre curvo que comunica el cascabel del cañón con la cara superior del molde, sirve para que se forme un ducto
por donde pueda salir el aire atrapado al verter la aleación fundida.
Se mezcla la mitad de la silicona que vamos a utilizar para todo el molde, con la mitad del catalizador. Con un pincel que a la larga
deberemos desechar, se “pinta” con silicona el modelo. El resto de superficies se engrasan con glicerina como se dijo
más arriba, se instalan las tapas laterales también engrasadas, se nivela el conjunto y se vierte la silicona, desde
una de las esquinas de la caja. Esto se debe hacer lentamente, dejando caer un hilo grueso de silicona, para evitar que se formen
demasiadas burbujas.
Transcurridas 24 horas, se desarma la caja, se retira la primera mitad del molde de silicona, la cama de yeso y el modelo;
se limpia todo —especialmente el modelo— de cualquier resto de plastilina, yeso o silicona.
Se vuelve a armar la caja, esta vez con la primera mitad del molde de silicona reemplazando la cama de yeso y se inserta el modelo en
el “negativo” ya formado (en la posición correcta, esto es, la misma que cuando se hizo el primer vaciado de
silicona). Se completa el embudo de colado con la media caña reservada, se pone otro tronco de plastilina para la boca del mismo,
se reinstala el alambre para conservar el ducto de ventilación, y se procede igual que antes: engrasado de todo, mezclado del resto
de la silicona, “pintada” del modelo con silicona. Confirmar la nivelación del conjunto y vaciar la silicona para hacer la
segunda mitad del molde.
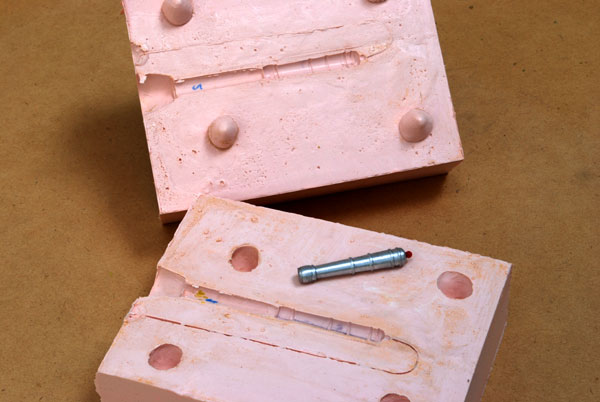
En la foto se observan las dos mitades del molde, siendo la inferior la primera que se vació. Sólo resta quitar algunas delgadas
rebabas de silicona y queda listo para ser utilizado.
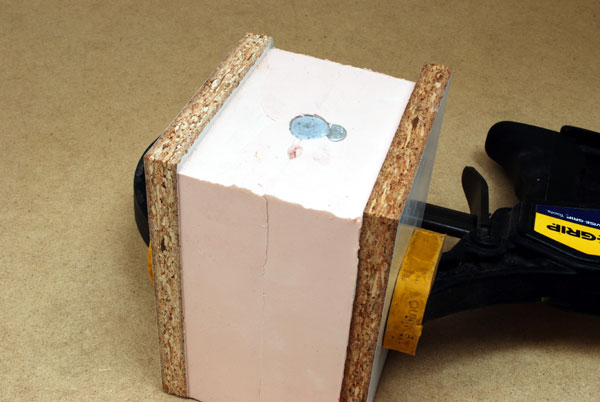
Antes de empezar la colada, se echan polvos de talco en las caras interiores del molde para quitar todo rastro de humedad. Se sacuden
golpeándolas entre sí, como si de dos borradores de pizarrón se tratara. Luego no será necesario, pues
el calor de la colada fundida evitará la humedad.
Se prensan —no muy fuerte para no deformar el molde— entre dos tablas y se vierte la aleación fundida hasta que el embudo
esté lleno.
La aleación que he utilizado es una de las empleadas en la fabricación de bisutería, compuesta por
estaño-antimonio-cobre-cadmio-plomo. De fábrica viene con las siguientes proporciones:
Sn (36%) - Sb (3%) - Cu (3%) - Cd (3%) - Pb (55%).
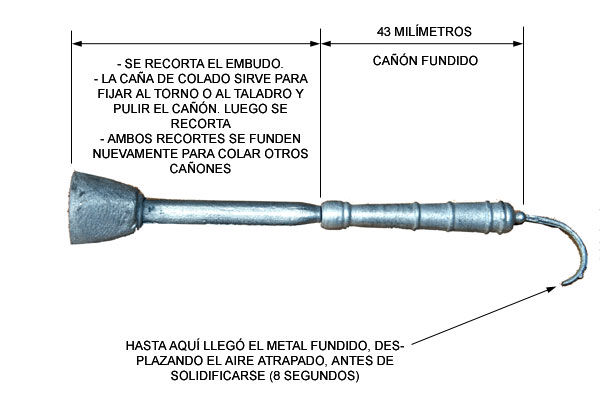
La fundición sacada del molde después de unos 15 segundos (¡Cuidado!: está sólida, pero aún muy caliente...).

Es necesario perforar axialmente la boca del cañón y hacerlo transversalmente para alojar el alambre de 2 mm que
hará las veces de muñones (éstos han podido quedar desde el principio en el molde y ser fundido todo como una
sola pieza, pero presentan problemas para el pulido del cañón cuando gire en el torno o en el taladro).
Para estas operaciones, construímos una sencilla guía para marcar dónde irá el muñón y una mordaza
o soporte que sostenga firme la pieza. La parte en forma de “U” lleva en la base una perforación un poco menor que la
culata del cañón. El travesaño removible, otra perforación de diámetro igual al de la punta.
Estas perforaciones van alineadas de forma tal que en una posición el cañón quede
vertical y al girar el conjunto 90°, el eje del mismo quede
horizontal.
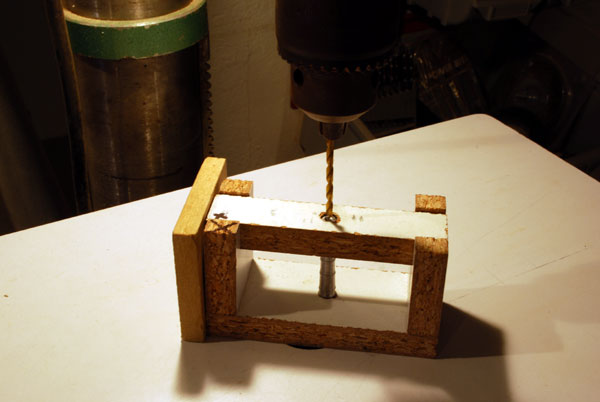
Con un punzón se marca el centro de la boca y se taladra con broca de 3 mm a una profundidad de 15 mm.

Se marca sobre el eje el sitio de los muñones y se perfora con broca de 2 mm (como la pieza es corta, no hay peligro
que se flexione o se doble).
Como se dijo en otra parte, los muñones no iban en el eje del cañón, sino ligeramente desplazados. Pero a esta escala,
en sus cureñas, con los aparejos amarrados en sus sitios, les aseguro que no se notará mucho esta licencia constructiva que me
he tomado.

¡Listo!
Cañones a granel...
![]() Cuando se requiera hacer varias piezas iguales, es conveniente planear el trabajo y los utensilios auxiliares para construirlas
en serie
Cuando se requiera hacer varias piezas iguales, es conveniente planear el trabajo y los utensilios auxiliares para construirlas
en serie